Китайские ленточнопильные заводы: технологии и тренды?
2026-01-23
Когда говорят про китайские ленточнопильные станки, у многих до сих пор в голове всплывает картинка дешевого ширпотреба с рынка. Это, пожалуй, главное заблуждение, с которым сталкиваешься в разговорах с клиентами. Да, лет десять назад это часто было так. Но сейчас ситуация кардинально другая, и те, кто продолжает мыслить старыми категориями, просто теряют деньги и возможности. Я сам лет семь назад по инерции закупил партию бюджетных китайских пил для резки профиля, так вот, их хватило от силы на месяц активной работы — полопались по сварным швам, геометрия зуба поплыла. С тех пор подход изменился. Сейчас вопрос не в том, китайское или не китайское, а в том, какой именно завод, на какой компонентной базе, и для каких задач.
Эволюция или революция? Как менялся подход к качеству
Раньше ключевым драйвером был ценник. Сейчас — стабильность реза и ресурс. Это принципиальный сдвиг. Китайские производители, которые хотели выжить на внешнем рынке, это быстро поняли. Начали не просто копировать европейские или тайваньские станки, а адаптировать конструкции под реальные запросы. Например, для резки твердых сплавов или жаропрочных сталей критична не только жесткость станины, но и система подачи СОЖ. Видел на одном из заводов в Цзянсу, как они экспериментировали с системой форсунок — не просто одна трубка, а несколько, с разным углом подачи, чтобы равномерно охлаждать и зубья, и тело пилы. Получилось не сразу, первые образцы заливали все вокруг, но в итоге добились результата.
Еще один момент — электроника и управление. Здесь прогресс налицо. Если раньше ЧПУ ставили для галочки, с примитивным интерфейсом и вечными глюками, то сейчас многие заводы сотрудничают с серьезными производителями контроллеров. Станки стали умнее: появились функции автоматического контроля натяжения пилы, диагностики перегрузок, сохранения режимов для разных материалов. Это уже не просто включил и режь, а инструмент, требующий понимания. Но и тут есть подводные камни: иногда навороченная панель управления скрывает устаревшую силовую часть. Нужно смотреть в суть.
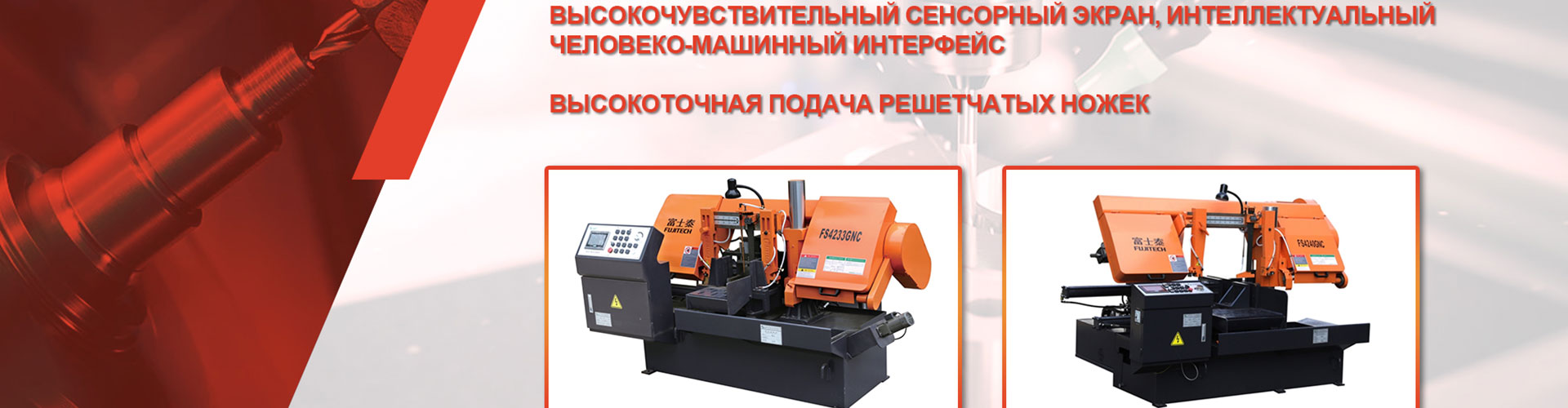
Что касается трендов, то явно прослеживается движение в сторону специализации. Универсальные станки для всего уступают место моделям под конкретные задачи: для резки биметаллических ленточных пил в бухтах, для резки крупного сортового проката, для высокоскоростной резки цветных металлов. Это говорит о зрелости рынка и понимании производителей, что одним станком мир не покорить.
Ключевые узлы: на что смотреть, чтобы не прогадать
При выборе или оценке станка всегда смотрю на несколько вещей, которые редко попадают в красивые каталоги. Первое — направляющие полотна. Дешевые стальные втулки убивают пилу за неделю. Хорошие — это подшипники качения с точной регулировкой, часто закрытые от стружки. Второе — гидравлика. Плавность подачи пильной рамы — залог чистого реза и долгой жизни полотна. Рывки и вибрации здесь недопустимы. Как-то разбирали станок, который дергался — оказалось, производитель сэкономил на клапанах и поставил дешевые уплотнения, которые клинили.
Особенно важна система сварки и отжига пилы, если она встроена. Многие российские цеха покупают станки именно с этой опцией. Так вот, китайские аппараты для сварки раньше были слабым местом. Сейчас же некоторые производители, например, те, кто поставляет оборудование под собственными брендами, используют проверенные немецкие или японские технологии для блока управления сваркой. Качество шва стало кардинально выше. Но важно понимать, что для разных типов полотна (биметалл, твердосплавное) нужны разные режимы. Хороший станок должен это учитывать.
И третий пункт — сервис и наличие запчастей. Вот здесь часто возникает затык. Купить станок — полдела. А получить вовремя ремкомплект для гидроцилиндра или новую плату управления — это уже лотерея. Поэтому сейчас я всегда обращаю внимание на компании, которые не просто продают с завода, а имеют устоявшуюся логистику и склад запчастей в регионе. Как, например, ООО Чэнду Хонюань Машины (https://www.hyjx.ru). Они работают с 2008 года и, что важно, специализируются именно на ленточных пилах и оборудовании для них. Это не просто общий машиностроительный завод, а профильный игрок. Видно, что они разбираются в вопросе от и до — от продажи самих полотен (в том числе специфических размеров и формы зуба) до обеспечения станков надежными сварочными аппаратами. Такой комплексный подход внушает больше доверия, чем просто дилер завода №357.
Биметалл и не только: тренды в расходниках
Каким бы хорошим ни был станок, его результат на 60% определяется пилой. Рынок расходников — это отдельная вселенная. Раньше все гнались за дешевым полотном, сейчас все чаще спрашивают под конкретный материал. Тренд — биметаллические ленточные пилы с узкоспециализированной геометрией зуба. Китайские производители, такие как Zhejiang Fusitai или Happy Saws, которых, кстати, часто можно встретить в ассортименте у того же Чэнду Хонюань, сильно подтянули качество. Их биметалл для резки легированных сталей сейчас может дать фору многим европейским аналогам по соотношению цена/ресурс.
Но есть нюанс. Не все, что называется биметалл, им является. Некоторые поставщики под этим термином продают просто полотна с разной закалкой зуба и спины. Настоящий биметалл — это полотно, где зубья из быстрорежущей стали (M42, M51) электронно-лучевой сваркой присоединены к гибкой пружинной ленте. Это технологически сложный процесс. При выборе нужно требовать документацию, смотреть на маркировку стали. Экономия здесь приводит к прямым убыткам: пила тупится после первого реза или лопается.
Еще один интересный тренд — рост спроса на услуги по заточке и восстановлению дорогих твердосплавных (карбидных) пил. Китайские сервисные центры начинают предлагать такие услуги на месте, что очень удобно. Это показатель того, что оборудование и инструмент перестают быть расходным материалом и становятся капитальными активами, которые нужно обслуживать.
Практические грабли: с какими проблемами сталкиваешься на месте
Теория — это хорошо, но в цеху все проверяется металлом. Одна из частых проблем после установки нового китайского станка — несоответствие электроснабжения. Бывало, что станки, рассчитанные на 380В, приезжали с настройками под их внутреннюю сеть, и двигатели вели себя неадекватно. Сейчас, вроде, стали учитывать, но вопрос по-прежнему нужно держать на контроле при заказе.
Вторая грабля — инструкции и софт. Перевод часто оставляет желать лучшего. Приходится разбираться методом тыка или искать человека, который уже прошел этот путь. Некоторые продвинутые поставщики теперь выкладывают видеоинструкции на YouTube или имеют техподдержку на русском — это огромный плюс.
И третье — культура производства. Китайский станок может быть собран из отличных комплектующих, но если сборка была небрежной (перетянутые подшипники, небрежная разводка проводов), проблемы вылезут позже. Поэтому, если есть возможность, всегда лучше посетить завод-изготовитель или хотя бы посмотреть на готовые образцы у дилера, покрутить маховики, послушать, как работает гидравлика на холостом ходу. Личный осмотр заменяет тонну переписки.
Вместо заключения: что будет дальше?
Судя по тому, что вижу, китайские производители не останавливаются. Следующий виток — это интеграция в технологии Industry 4.0: сбор данных о работе станка, предиктивная аналитика для предупреждения поломок, автоматическая корректировка режимов реза в зависимости от износа пилы. Пилотные проекты такие уже есть. Вопрос в том, насколько это будет востребовано в наших реалиях, где часто главный критерий — чтобы просто работало.
Очевидно, что сегмент будет дальше делиться. Появятся премиум бренды из Китая, которые будут напрямую конкурировать с европейцами по качеству (и цене), и останется массовый сегмент, но уже на гораздо более высоком уровне, чем пять лет назад. Выбор станет больше, но и разбираться в нем придется глубже. Уже нельзя просто сказать дайте китайский станок. Нужно спрашивать: для какой задачи, с каким ресурсом, и с какой поддержкой после покупки. И тогда, при грамотном подходе, китайское оборудование перестает быть кота в мешке, а становится рабочим инструментом, который приносит прибыль. Главное — не гнаться за самой низкой ценой в каталоге, а считать общую стоимость владения. Это, пожалуй, главный урок последних лет.