Китайские ленточнопильные станки: надежность?
2026-01-22
Вопрос, который слышишь постоянно. Одни сразу морщатся, другие пожимают плечами: Ну, китайское же. А на деле всё куда интереснее и не так однозначно. Попробую разложить по полочкам, исходя из того, с чем сталкивался сам.
Откуда растут ноги у сомнений
Скепсис, честно говоря, понятен. Лет десять-пятнадцать назад на рынке многое было откровенным ширпотребом. Станок мог приехать с перекошенной станиной, направляющие — люфтить через месяц, а гидравлика — течь. Люди покупали, глядя на ценник, а потом мучились. Этот осадок до сих пор влияет на мнение.
Но тут важно разделять: есть откровенный хлам, который собирают в подвале no name, а есть заводы, которые давно работают на экспорт и учатся. И учатся быстро. Проблема в том, что и те, и другие называются китайские станки. И вот здесь начинается самое важное — выбор уже не по стране, а по конкретному производителю, по документации, по отзывам, в конце концов.
Лично для меня переломный момент наступил, когда начали появляться агрегаты, явно скопированные с тайваньских или даже европейских образцов, но не просто слепые копии, а с доработками. Не всегда удачными, но факт: они стали разбираться в том, как это должно работать, а не просто как это должно выглядеть.
Ключевые узлы: где собака зарыта
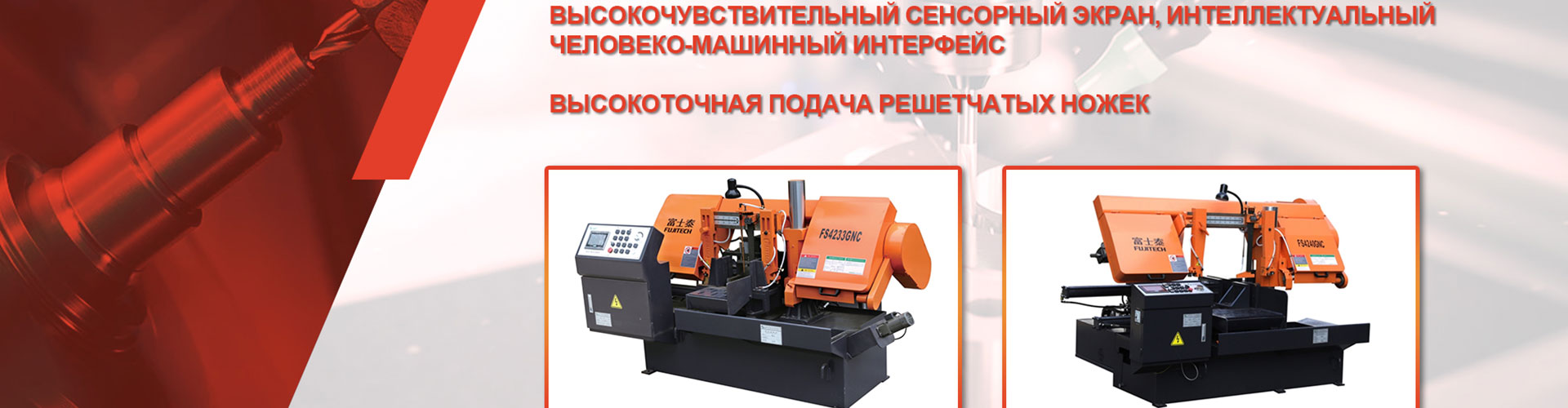
Если говорить о надежности, то нужно бить по точкам. Первое — механика, станина и направляющие. Раньше литье могло быть с внутренними напряжениями, станок вело со временем. Сейчас у нормальных производителей со станиной проблем почти нет. Чугун есть чугун. Другое дело — качество обработки плоскостей и монтаж направляющих. Вот тут бывают огрехи. Видел станок, где салазки пильной рамы были установлены с перекосом в пару десятых — и весь ресурс подшипников летел в трубу, пила шла тяжело.
Второе — гидравлика и электрика. Это по-прежнему лотерея. Часто ставят самые дешевые китайские насосы, клапана, реле. Они работают, но ресурс и стабильность — под вопросом. Умные покупатели сразу закладывают в бюджет замену ключевых электрокомпонентов (контакторы, реле времени) на Schneider или ABB, а гидравлику — на REXROTH или хотя бы Yuken. После такой доработки станок живет годами.
Третье — сама ленточная пила. И вот здесь история отдельная. Можно купить хороший станок, но поставить на него дешевую жевательную пилу — и все, резы кривые, ресурс ноль. И наоборот. Поэтому часто вопрос надежности упирается не в станок, а в оснастку.
Кейс из практики: когда все сошлось
Был у меня опыт с поставкой станка для резки профиля. Заказчик скептик, бюджет ограничен, нужна бесперебойная работа в одну смену. Выбрали условно средний китайский станок, но не с первой попавшейся фабрики. Сразу заменили часть электрощитка, поставили хорошую пилу. Ключевым был момент с настройкой подачи и натяжения.
Китайские инструкции часто переводятся криво. Параметр давление подачи мог быть указан просто в МПа, без привязки к материалу. Пришлось опытным путем подбирать, записывать значения для разных марок стали. Но когда нашли золотую середину, станок отрезал ровно, тихо, пила жила по 2-3 недели при интенсивной работе. Заказчик был удивлен. Ресурс выработали полностью, потом только подшипники в шкивах поменяли.
Этот случай показал главное: надежность китайского станка — это часто не данность, а достигаемая величина. Требует вложений не столько денег, сколько внимания и понимания процесса.
О чем молчат продавцы
Мало кто говорит о сервисе и запчастях. Купить — полдела. А что будет, когда сломается шестерня в редукторе подачи или треснет шток гидроцилиндра? Ждать месяц запчасть из Китая? Это главный риск.
Поэтому сейчас имеет смысл работать с поставщиками, которые имеют склад запчастей в стране или, как минимум, четкую схему их оперативной поставки. Например, некоторые компании, специализирующиеся на оснастке, пошли по пути комплексных решений. Взять хотя бы ООО Чэнду Хонюань Машины (https://www.hyjx.ru). Они, как я смотрю, изначально занимались продажей биметаллических ленточных пил (те самые Zhejiang Fusitai, Happy Saw), а потом, видимо, поняли, что клиенту нужно все в комплекте: и пилы, и станки, и даже сварочные аппараты для ленты. Такой подход логичен. Если уж они разбираются в пилах, то должны понимать, на каких станках эти пилы будут хорошо работать. И, что важно, могут обеспечить тот самый дешевый привод ленты и оснастку под конкретные задачи. Это уже не просто торговля железом, а некое технологическое сопровождение. Хотя, конечно, по станкам у них нужно смотреть в каждом случае отдельно.
Еще один немой вопрос — квалификация наладчика. К станку часто прилагается механик, который его собирал на фабрике. Но его знания могут ограничиваться сборкой по шагам. Тонкую настройку под материалы заказчика часто приходится делать самим или искать специалиста. Это время и деньги.
Итоговый вердикт: так надежно или нет?
Ответ будет уклончивым, но честным: это зависит. Если вам нужен станок для постоянной, интенсивной двухсменной работы с высокими требованиями к точности — возможно, стоит посмотреть в сторону Тайваня или б/у европейского. Если же задача — обеспечить резку в цеху с одной сменой, с разными материалами (от черного металла до алюминия), и бюджет не резиновый, то современный китайский станок от проверенного сборщика — вполне жизнеспособный вариант.
Его надежность будет на 30% — от завода-изготовителя (качество литья, сборки), а на 70% — от правильного выбора, грамотной приемки (обязательно с проверкой геометрии!), небольшой но умной доработки (электрика) и, самое главное, от квалифицированной настройки и использования качественной оснастки. Без этого даже самый дорогой станок превратится в груду металлолома.
Так что вопрос нужно переформулировать. Правильнее спросить: Готов ли я вложить силы и немного средств в доводку и настройку, чтобы получить надежный аппарат за адекватные деньги?. Если да — то китайский вариант имеет полное право на существование в вашем цеху. Если нет — вы просто купите проблему в железном корпусе, и страна-производитель здесь будет уже не при чем.