Китай: типы, производители ленточнопильных станков?
2026-02-06
Когда заходит речь о китайских ленточнопильных станках, многие сразу думают о дешевой цене и сомнительном качестве. Это, пожалуй, самый распространенный стереотип, с которым сталкиваешься в разговорах с клиентами. Но реальность, как обычно, сложнее. За последние лет десять картина сильно изменилась. Да, есть масса мелких фабрик, которые гонят ?железо? для галочки, но появились и те, кто всерьез работает над точностью, надежностью и даже инновациями. Попробую разложить по полочкам, что сейчас происходит на этом рынке, исходя из того, с чем приходилось сталкиваться лично.
Основные типы станков и где кроется подвох
Если грубо делить, то все китайские ленточнопильные станки можно разбить на три лагеря: ручные (маятниковые), полуавтоматические и полностью автоматические (часто с ЧПУ). Ручные — это базовый уровень, для мелкой мастерской или редких работ. Проблема с ними часто даже не в самой конструкции, а в сборке. Видел экземпляры, где направляющие полотна были установлены с таким зазором, что пила ?гуляла? уже на втором резе. Полуавтоматы — самый популярный сегмент для среднего производства. Здесь уже начинается интересное: гидравлика подачи, система натяжения, иногда простенький контроллер. Но именно гидравлика — слабое место у многих недорогих моделей. Подтекает, не держит давление, клапана шумят.
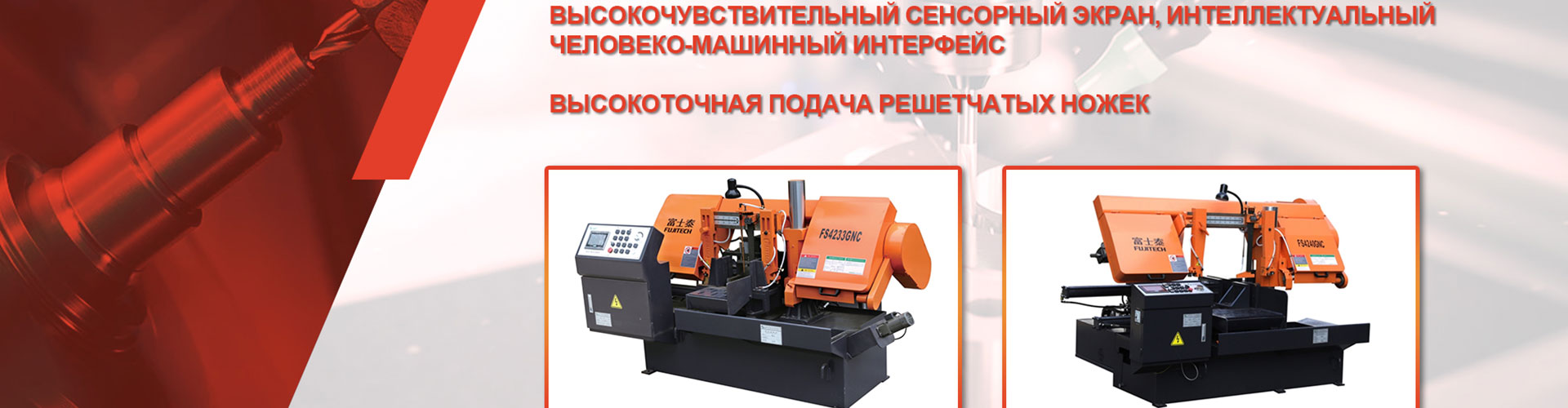
Автоматические станки — отдельная история. Китайские производители активно копируют концепции европейских и тайваньских машин. Внешне иногда не отличить. Но ?начинка?… Здесь разброс колоссальный. Можно найти станок, где стоят японские шарико-винтовые пары и немецкие подшипники, а система управления — собственной разработки, которая, впрочем, может ?зависнуть? от перепада напряжения. А можно нарваться на полный автомат, где все электронные компоненты — no-name, и сервисной документации на них просто не существует. Ремонт превращается в квест.
Один конкретный пример из практики: заказывали для цеха полуавтомат для резки профиля. Выбрали модель от довольно известной в Китае фабрики. Станок пришел, смонтировали. Первые недели работал идеально. Потом начались проблемы с точностью угла реза. Оказалось, конструкция поворотной плиты имела люфт, который проявлялся не сразу, а после износа пары шестерен в механизме поворота. Шестерни были из обычной, не закаленной стали. Производитель, конечно, выслал новые, но downtime на неделю был обеспечен. Вывод: смотреть нужно не на каталог, а на конкретные узлы и материалы.
Кто реально производит, а кто просто собирает
Здесь важно разделять понятия. Есть заводы, которые действительно производят ключевые компоненты: станины (отливка и обработка), направляющие, иногда даже пильные полотна. А есть огромное количество ?брендов?, которые закупают все комплектующие на стороне и лишь собирают станок на своей площадке. Последних — большинство. Это не всегда плохо, если сборка контролируется, а комплектующие от проверенных поставщиков.
Например, в районе Цзянсу и Шаньдуна сконцентрировано множество таких сборочных цехов. Их сила — гибкость. Могут собрать станок под специфические требования клиента: нестандартный размер, особый тип зажима. Но слабость — в качестве контроля. На одном таком заводе видел, как на одну линию сборки попадали подшипники от трех разных поставщиков, визуально одинаковые, но по факту с разным классом точности. Для оператора это невидимо, а для ресурса станка — критично.
Среди реальных производителей, которые тянут полный цикл, можно выделить несколько имен, которые кочуют по отраслевым выставкам в Шанхае и Гуанчжоу. Но даже у них есть градация. Одни фокусируются на тяжелых, промышленных станках для резки крупного металлопроката. Другие — на точных автоматах для аэрокосмической или автомобильной промышленности. Цены, соответственно, различаются в разы. Покупка станка у такого завода — это обычно долгий процесс согласования ТЗ, инспекции производства и предварительных тестов.
Роль поставщиков оснастки и расходников
Нельзя говорить о станках, не упомянув пильные полотна. Это как говорить о двигателе, забыв про топливо. Качество реза на 50% зависит от полотна. И здесь китайский рынок тоже неоднороден. Есть дешевые полотна, которые ?живут? 20-30 резов на нержавейке, а есть вполне конкурентоспособная продукция. Ключевой момент — наличие собственного производства биметаллической ленты или ее импорт.
Вот, кстати, к вопросу о конкретных компаниях. Есть, например, ООО Чэнду Хонюань Машины (https://www.hyjx.ru). Они позиционируют себя как профессиональный продавец ленточных пил, в том числе биметаллических. В ассортименте — продукция заводов вроде Zhejiang Fusitai, Happy Saw. Что важно, они предлагают не только стандартные спецификации, но и изготовление полотен под заказ (длина, ширина, зуб, шаг). Плюс — наличие сварочного аппарата для ленты. Для многих небольших цехов это критично, потому что покупать дорогой сварочник для редкого использования невыгодно, а возможность получить готовое сварное кольцо с гарантией качества — хороший аргумент.
Работая с такими поставщиками, важно понимать, что они часто являются дистрибьюторами, а не производителями полотен. Их ценность — в складской программе и возможности быстрой поставки нестандарта. Но при заказе всегда стоит уточнять происхождение стали (часто это китайские аналоги M42 или аналоги) и технологию сварки. Видел случаи, когда сварной шов на дешевом полотне был точкой постоянного разрыва.
На что смотреть при выборе и осмотре
Если есть возможность поехать на завод или к дилеру для осмотра — это обязательно нужно делать. Первое — станина. Простучать, проверить толщину стенок. Легкая, ?звенящая? станина — гарантия вибраций при работе. Второе — направляющие полотна. Должны быть регулируемыми, из твердого износостойкого материала (часто это вставки из инструментальной стали). Третье — гидравлика или сервоприводы. Спросить производителя цилиндров и насосов. Если это местные noname-компоненты, стоит насторожиться.
Обязательно нужно просить сделать пробный рез. И не на мягкой стали, а на том материале, с которым планируется работать чаще всего — например, на толстостенной трубе или швеллере. Смотреть не только на результат, но и на процесс: как ведет себя станок, нет ли посторонних шумов, как работает система подачи, не ?плывет? ли угол.
Часто упускают из виду систему охлаждения. Дешевые станки комплектуются простым насосом и маленьким баком. Эмульсия быстро нагревается, что плохо и для инструмента, и для качества реза. Хороший признак — отдельный бак приличного объема с возможностью простой очистки.
Сервис, запчасти и долгосрочная перспектива
Это, пожалуй, самый больной вопрос. Купить станок — это полдела. Главное — обеспечить его долгую жизнь. Многие китайские производители обещают ?пожизненную? техническую поддержку, но на практике это означает переписку по почте и отправку чертежей в формате PDF, по которым местный токарь должен выточить деталь. Ждать оригинальную запчасть можно месяцами.
Поэтому при выборе стоит сразу выяснять: есть ли у поставщика склад запчастей в вашей стране или хотя бы в регионе? Как быстро они реагируют на запросы? Готовы ли они предоставить полный пакет электрических схем и гидравлических схем на английском или русском (что большая редкость)?
Один из разумных компромиссов — выбирать станок, в котором максимально используются стандартизированные, распространенные компоненты. Например, электродвигатели Siemens или Schneider (пусть даже собранные в Китае по лицензии), подшипники SKF или NSK, даже если они дороже. Замена такой детали в случае чего будет проще и быстрее. История, когда станок простаивал 2 месяца из-за сломанного специализированного датчика положения, который больше никто не производит, — это реальность, с которой сталкивался не я один.
В итоге, возвращаясь к началу. Китайский ленточнопильный станок — это не синоним ?плохо? или ?отлично?. Это инструмент, требующий очень вдумчивого выбора. Нужно четко понимать свои задачи, бюджет и, что важно, свои возможности по обслуживанию. Иногда лучше доплатить за станок от производителя с именем и четкой сервисной сетью, чем сэкономить на покупке, но потом терять деньги на простое и ремонтах. А иногда, для не самых ответственных задач, вполне сгодится и простой полуавтомат от проверенного сборщика, особенно если под рукой есть грамотный слесарь-наладчик. Рынок огромен, вариантов масса. Главное — не верить красивым картинкам в каталоге, а копать глубже.